
ONLINE EXCLUSIVE:
5S → Visual Workplace → Problems Identified → Problems Solved
By Mark Doman
Lean is defined as a system “that creates a physical and social environment where problems are quickly identified.” That environment starts with standards that are simple, easy to understand and visual, and right in front of the people who need to see them to do their work.
These standards drive a visual workplace that makes problems — i.e., out-of-standard conditions — immediately obvious so that corrective action can be quickly taken.
 |
As the picture above illustrates, the workplace needs to be designed so that it is easy to see what is happening and what should be happening. How do we get to that point? The best lean tool is 5S!
Many companies start their lean journey by doing a 5S exercise. Unfortunately, they often don’t understand the lean rationale behind 5S, and they end up doing a 1S or a maybe a partial 2S. In the end, though, they don’t complete the 5S process, so they don’t create a standardized visual workplace that identifies problems quickly.
5S is a lean tool that you can use to create a visual workplace. But 5S is not an end in and of itself. Yes, 5S can free up floor space, eliminate wasteful motion, reduce safety hazards, minimize lost tools and highlight excess inventory. But the main reason for using the 5S tool is to create a sustainable visual workplace where problems are quickly identified. See how 5S fits within the Lean System in the House of Lean figure below:
 |
Now that you know what the lean rationale of 5S is, what exactly is 5S? 5S, as the name suggests, is a 5 step process. The 5 steps are:
- Sort Out
- Set In Order
- Shine
- Standardize
- Sustain
It starts with (S1) sorting out what you don’t need. The key S1 tool is red tagging. It is a simple tag that captures basic information such as item ID, reason for red tagging and date. An employee team puts a red tag on anything that is not needed to produce customer value and moves the item to a special area. If no one makes a compelling case to keep the item, it gets pitched. Red tagging should be done regularly.
 |
Vickie Dolis, a New United Motor Manufacturing, Inc. (NUMMI) veteran and GM lean expert, reminded me:
“One important first step that oftentimes is overlooked in a 5S exercise is establishing the purpose of the area you are going to 5S. A group can have difficulty deciding what to red tag if they do not clearly define the purpose of the area. I have found this to be a critical step in the 5S process. The groups I coached sometimes got in arguments on what should stay and what should go. All I had to do to resolve it was ask the question, ‘Does this item meet the purpose we defined for the area?’ This would help the group really get rid of things they did not need. Defining the purpose of the area is part of the first S because it sets the stage for the red tagging process.”
The next step (S2) sets in order what is left — machines, material, tools, shelving, etc. — to minimize wasted motion. Draw a map of how material or information moves through your processes today and then ask your employees how to redesign the flow to minimize the motion and steps (“the spaghetti”) in the process as noted in the slide below.
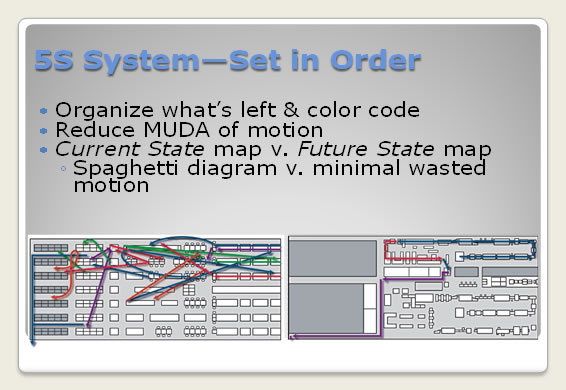 |
Now clean the place up. S3 is to shine the workplace so it is a bright, clean, well-ordered workplace. Establish a standard of what to clean, who cleans and when it will be cleaned.
See how set in order and shine look below!
 |
Again, Vicki Dolis shared an insight about Step 3 she gained from her NUMMI experience:
“I think it is also noteworthy to say that the cleaning step is not just to make things bright and shiny, but points to maintenance and corrections that may need to be performed. I equate it to buying a home, and you really don't know the flaws in the home until you start cleaning it. This can lead to fixing out-of-conformance items and/or performing maintenance to prevent a problem from occurring in the future. In one area we 5S'd, we found a leak in one of the machines, which led to the replacement of a washer that may have saved the company hundreds of dollars in future repairs. In cleaning tools, we have found them to need sharpening, or we have made the decision to replace them because they have reached the end of their useful lives. When tool and equipment problems are identified and fixed through the cleaning step, a safer work environment results (another deliverable 5S brings to a company).”
S4 standardizes what we did in S1—S3. Establish simple, easy-to-understand and visual standards right in front of the people who need to know how to red tag, how to set things in order and how to clean the place.
S5 sustains the changes we made to create a visual workplace through employee involvement, communication and training.
Vickie Dolis once again made the point that, “sustaining should have a ‘check’ process to ensure that the results of the 5S are not lost. For example, does the team leader or supervisor of the area do a weekly walk to ensure the 5S is sustained and that "out-of-conformance" items are addressed? No one wants to go backward after a 5S is completed, but we all get busy and get pulled by other priorities. The ‘check’ ensures that sustainability becomes a reality."
A visual workplace is the foundation for kaizen (continuous improvement) — see the problem, fix the problem. See the muda (waste), eliminate the muda. If I can’t see it, I can’t fix it. If I can see it, I should fix it. That’s part of my job every day.
Mark S. Doman is a Pawley Professor in Lean Studies at Oakland University in the Human Resource Development Department and a member of the leadership team at the Pawley Lean Institute. Prior to joining Oakland University, he had 25 years of business experience with Ford and AT&T, where he held various executive positions in operations, human resources and legal. He has led several major organizational change initiatives throughout his career that included Lean Workouts, quality circles, TQM, process reengineering, kaizens and corporate restructuring. He is the author of “A New Lean Paradigm in Higher Education: A Case Study.” Quality Assurance in Education, Vol. 19 No. 3, 2011 and “How Lean Ready Are You?” Target, Vol. 28 No. 2, 2012. His email address is doman@oakland.edu.