

The end of the year is approaching and it is a good time to reflect on some lean “lessons learned” in 2013. My students have conducted eight lean workouts with various organizations this year. The student teams and their sponsor organizations learned a lot of lessons.
Five of the key lessons learned were:
1. Many root causes of manufacturing problems can be traced back to the beginning of the value stream — long before work starts on the factory floor. And in many cases, that’s the order entry process. During the fact-finding stage of its lean workout, a student team discovered that a primary reason for long lead times was an 8 percent error rate in the online customer order entry system. In this day and age, that is just unacceptable. Poka-yokes with auto-stops and corrections, standardized forms and checklists are tailor-made for online order entry systems. Companies need to understand that spending time and money at the front-end of a process will alleviate many downstream problems.
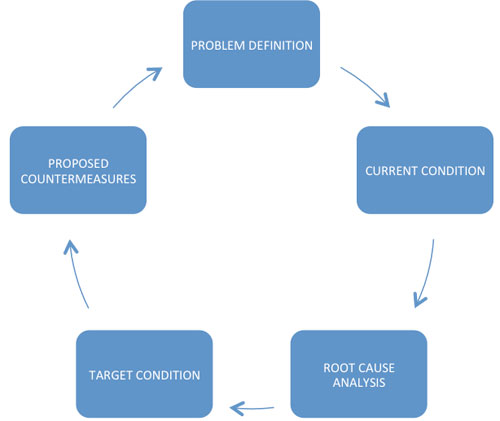
2. Get the facts. I mean really get the facts and they will lead you right to the root causes and solutions to your process problems. If you don’t, you will be chasing “old” answers that cost money and take you down dead-end paths. Most of the student teams want to speed through the problem-defining and current condition stages (i.e. the fact-finding stages) of their lean workouts and get right to the target condition and countermeasure stages (i.e. solution stages). I am constantly interrogating them, “What is the problem?” and “What do you know and what don’t you know?” about the current condition. Lean workouts or A3 Reports are iterative processes where you are constantly re-analyzing your fact-finding and solution stages as illustrated below:
 3. Talk to the frontline employees (even if some are already on the team) at every stage of your lean workout. That means talk to the employees working on the process, talk to the employees supplying the process and particularly talk to the employees who are the customers of the process. One of the student teams thought they did a great root cause analysis that led them to some insightful countermeasures they were sure would “work wonderfully.” I asked them if they had talked to the frontline employees doing the work and what did they think. When the team finally did ask the employees what they thought about the “wonderful fixes,” the employees (who do the work every day, by the way) looked down at the floor, shuffled their feet and hemmed and hawed before one spoke up for the group. He told the team that one of the major causes was much more basic and had to do with the lack of standards and every employee doing the job differently. Oh well, back to the drawing board, but a great lesson learned!
3. Talk to the frontline employees (even if some are already on the team) at every stage of your lean workout. That means talk to the employees working on the process, talk to the employees supplying the process and particularly talk to the employees who are the customers of the process. One of the student teams thought they did a great root cause analysis that led them to some insightful countermeasures they were sure would “work wonderfully.” I asked them if they had talked to the frontline employees doing the work and what did they think. When the team finally did ask the employees what they thought about the “wonderful fixes,” the employees (who do the work every day, by the way) looked down at the floor, shuffled their feet and hemmed and hawed before one spoke up for the group. He told the team that one of the major causes was much more basic and had to do with the lack of standards and every employee doing the job differently. Oh well, back to the drawing board, but a great lesson learned!
4. Look for the “nickel fixes” first. That is what my father-in-law used to tell me and he was right! Don’t quick-twitch to costly computerization plans or capital-intensive solutions. Start first with simple solutions that make sense to everyone! It seems students, and many employees, want to jump at automation answers almost reflexively. I have to keep focusing them on lean countermeasures that are inexpensive (keep the controller on your side) and easy to implement. Try a paper kanban card system to solve an inventory control problem and pilot it in part of the plant to work the bugs out before spending the money automating and going plantwide.
5. Don’t forget about employee communication and training to build buy-in and support for your target condition. Employee communication and training backed by the leaders of the organization are a must for any implementation plan. Just because your team comes up with a great new lean target condition and absolutely ingenious countermeasures, doesn’t mean that the employees doing the work and/or supervising the work and/or running the plant will automatically change their behavior overnight. Changing ingrained adult behavior, let alone longstanding organizational habits, is extremely tough to do. As Dennis Pawley, the Chrysler lean pioneer, told my class, “To really obtain employee buy-in, my experience shows that for every hour leaders initially budget to communicate change, multiply that 10 times to effectively achieve explanation and acceptance of the change.”
I hope these lessons learned help you and your organizations on your lean journeys. Happy Holidays to all and let’s really “lean in” to 2014!
Mark S. Doman is a Pawley Professor in Lean Studies at Oakland University in the newly formed Department of Organizational Leadership. Prior to joining Oakland University, he had 25 years of business experience with Ford and AT&T, where he held various executive positions in operations, human resources and legal. He has led several major organizational change initiatives throughout his career that included corporate restructuring, lean workouts and process re-engineering. He is the author of A New Lean Paradigm in Higher Education: A Case Study. Quality Assurance in Education, Vol. 19 No. 3, 2011, “How Lean Ready Are You?” Target, Vol. 28 No. 2, 2012 and “The Beginner’s Guide to Lean” series. His email address is doman@oakland.edu.